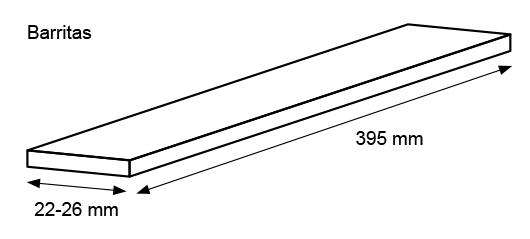
Barritas y barras
Presentación
Las barritas y las barras se fabrican a partir de metales puros o aleados en embalajes diferentes. Las principales aplicaciones que utilizan estos productos son la construcción, la industria automovilística, las industrias eléctrica y electromecánica, la electrónica y la fundición de metales blancos.
Versión imprimible / PDF
Presentación
Características
Aplicaciones
Modo de aplicación
Observaciones
También se pueden utilizar solas para rellenar y/o completar baños de estañado. Asimismo, se emplean para la soldadura tradicional. En este caso, se asocian a un fundente que permite decapar las piezas antes de la soldadura. El Grupo METACONCEPT asegura la recuperación de baños usados, recortes, residuos y óxidos de metales blancos. Póngase en contacto con nuestro servicio de reciclaje para conocer las modalidades.
|
Código
|
Denominación
|
Composición
|
Dimensiones
|
Densidad g/cm3
|
Solidus/Liquidus
|
Peso aproximado
|
Embalaje
|
|---|---|---|---|---|---|---|---|
| FE055013 | Barrita META 30 |
Sn30 – Pb70
|
26 x 22 x 9 x 395 mm
|
10,13
|
183°- 250°
|
800 g
|
Fardeau de 25 kg
|
| FE054993 | Barrita META 33 |
Sn33 – Pb67
|
26 x 22 x 9 x 395 mm
|
10,01
|
183°- 243°
|
800 g
|
Fardeau de 25 kg/ Blister 2 unités
|
| FE054992 | Barrita META-ZINC |
Sn – Pb + aditivos
|
26 x 22 x 9 x 395 mm
|
10,14
|
181° – 245°
|
800 g
|
Bulto de 25 kg
|
| FE055016 | Barrita META 40 |
Sn60 – Pb40
|
26 x 22 x 9 x 395 mm
|
9,72
|
183°- 235°
|
800 g
|
Bulto de 25 kg
|
| FE055015 | Barrita META 50 |
Sn50 – Pb50
|
26 x 22 x 9 x 395 mm
|
9,32
|
183°C – 212°C
|
800 g
|
Bulto de 25 kg
|
| FE028929 | Barrita de plomo puro |
Pb100
|
26 x 22 x 9 x 395 mm
|
11,35
|
327°
|
800 g
|
Bulto de 25 kg
|
| FE035273 | Barrita de estaño puro * |
Sn100
|
26 x 22 x 9 x 395 mm
|
7,28
|
232°
|
800 g
|
Bulto de 20 kg
|
| FE051719 | Barra de aleación |
Sn – Pb – Bi
|
26 x 22 x 9 x 395 mm
|
10,12
|
183° – 253°
|
1 kg
|
Bulto de 25 kg
|
| MF051688 | Barra Sn60 Pb40 |
Sn60 – Pb40
|
380 x 28 x 10 mm
|
8,9
|
183°- 190°
|
1 kg
|
Caja de cartón de 20 kg
|
| FE051726 | Barra SAC305* |
Sn96,5 – Cu0,5 – Ag3
|
20 x 20 x 295 mm
|
7,32
|
217°- 219°
|
1 kg
|
Caja de cartón de 20 kg
|
| FE051691 | Barra * |
Sn96,5 – Ag3,5
|
20 x 20 x 295 mm
|
7,38
|
221°- 230°
|
1 kg
|
Caja de cartón de 20 kg
|
| FE052236 | Barra * |
Sn99,3 – Cu0,7
|
20 x 20 x 295 mm
|
7,29
|
230°- 240°
|
1 kg
|
Caja de cartón de 20 kg
|
(*) Aleaciones sin plomo – Norma europea n.° 2000 / 53 / CE
Las dimensiones y los pesos son siempre indicativos y pueden variar según la producción.
Fundentes para barritas y barras
|
Código
|
Denominación
|
Embalaje
|
Observaciones
|
|---|---|---|---|
| DE031855 | Fundente PC1 (líquido) – 250 ml | Frasco con pincel aplicador | Junto con las barritas META 28, 30, 33, 40, 50 y META-CINC |
| EO700960 | Fundente ZN11 (líquido) – 1 l | Bidón | Junto con las varillas META 28, 30, 33, 40, 50 y META-CINC |
| CO011269 | Fundente Radsol T208C – 25 l | Bidón | Junto con la barra «Aleación EN» |
| CO010454 | Fundente Alpha A83 – 25 l | Bidón | Uso electrónico y eléctrico industrial |
|
Denominación
|
Usos
|
|---|---|
| Barritas Sn30 – Sn33 – Sn40 et META-ZINC |
Cincado, cobertura, fontanería, baño de estañado. |
| Barritas de plomo puro | Lastrado, municiones. |
| Barritas de estaño puro | Tratamiento de superficie incluido el estañado culinario, latonería. |
| Barras ‘’EN ‘’ | Estañado «por inmersión» para baños. Esta aleación se diseñó para las aplicaciones a alta temperatura como la soldadura de materiales aislados por una capa de poliuretano y para los cuales una temperatura elevada es indispensable para quemar la capa aislante y permitir el estañado. Muy baja oxidación del baño. |
| Barras Sn60 | Estañado y soldadura eléctrica industrial y electromecánica. |
| Barras SAC305, Sn96,5 – Ag3,5 et Sn99,3 – Cu0,7 |
Aleaciones sin plomo destinadas más específicamente a los baños de estañado para hilos de cobre y componentes electrónicos. Alimentación de máquinas de soldadura por olas. Uso en electricidad industrial y electromecánica. |
La ficha de datos de seguridad de los productos anteriores está disponible previa solicitud al Grupo METACONCEPT.
Las barras de soldadura se utilizan generalmente para realizar baños que permiten una soldadura de piezas por inmersión o paso por una ola (realizado en la superficie del baño). En cualquier caso, las piezas por soldar se deben tratar previamente (limpieza + aplicación de fundente).
La temperatura del baño se elevará unos 20°C por encima de la temperatura del liquidus.
El polvo desoxidante TO10 permite atrapar los posibles óxidos presentes en la superficie del baño.
Un aceite de cobertura de baño también puede evitar el fenómeno de la oxidación en la superficie del baño.
Las barritas se pueden utilizar como se indica con anterioridad y, de manera más general, manualmente con ayuda de un soplete de propano u oxiacetilénico, o un soldador.
Las piezas se deben calentar a una temperatura de unos 15 a 20°C por encima del liquidus.
Funda el metal de aportación sobre las piezas por soldar para formar un cordón regular.
Deje enfriar las piezas sin moverlas. Cuando las piezas recuperen la temperatura ambiente, frote el cordón de soldadura con ayuda de un cepillo metálico. Si es necesario, limpie la soldadura con agua limpia o levemente adicionada con ácido cítrico o fórmico (1 a 2%).
Precauciones de empleo
Para evitar las quemaduras que podría ocasionar el metal fundido, se recomienda llevar delantal, zapatos, guantes, casco y gafas de protección.
No fume en el puesto de trabajo.
El puesto de trabajo debe estar bien ventilado.
Lávese las manos cuando abandone el puesto de trabajo.
Utilice siempre un fundente adecuado al empleo. Consulte nuestro servicio técnico para determinar el producto que mejor se adapte a su aplicación.
Toda la información contenida en este documento es indicativa y no es responsabilidad del Grupo METACONCEPT.
Otros productos de metaconcept

Zamak

Varillas